ПРАВОВАЯ ИНФОРМАЦИЯ | EN | RU

НАКОПЛЕННЫЙ ОПЫТ | VITHERM® ПРОТИВ КОРРОЗИИ

Доступные материалы:
- SS316L (стандарт)
- Титан или Титан + 0,2 Pd
- Hastelloy® C-2000, C-276, C-22, B2
- SMO 254, 904L
- Никель
- Uranus B-6
- Incoloy / Inconel
- Monel
- Tantalum
НОУ-ХАУ VITHERM ПРОТИВ КОРРОЗИИ
![]()
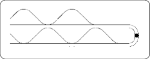
В настоящем обзоре находятся наши комментарии по возможным причинам ускоренной коррозии внутренних поверхностей пакетов пластин пластинчатых теплообменных аппаратов блочного типа. На рисунке схематично представлена конструкция сварного пластинчатого теплообменного аппарата блочного типа WeldPack

Центральной частью пластинчатого теплообменника блочного типа является сварной пакет (блок) пластин, в котором непосредственно и происходит процесс теплообмена между средами. Естественно, что для оборудования, используемого на опасных участках и работающего с опасными средами, критичными являются вопросы надежности и долговечности его работы. Однако, в процессе эксплуатации пластинчатых теплообменных аппаратов блочного типа самой распространенной конструкции, порой возникают ситуации, когда происходит растрескивание и разрушение материала пакета пластин, что приводит к подмесам сред, нарушению герметичности и, в дальнейшем, к выходу аппарата из строя.
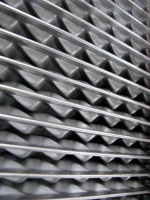
Наиболее часто разрушению подвержены сварные швы, соединяющие пластины в пакете между собой. Разрушение непосредственно швов и материала пластин в зоне шва приводит к трудно устранимым течам. Один из таких случаев изображен на фотографии

Ремонт такого разрушения на месте в виде ручной сварки разрушенного шва, по нашему опыту, не позволяет эксплуатировать отремонтированный аппарат длительное время, так как ручная электродная сварка, на наш взгляд, не обеспечивает качества и долговечности сварного шва в отличие от выполненного в заводских условиях.
Возможные причины разрушения сварных соединений пакета пластин в сварных теплообменных аппаратах блочного типа наиболее распространенной конструкции мы видим в следующем. Конструкция соединения пластин в пакете теплообменного аппарата самой распространенной конструкции выглядит таким образом:
То есть материал пластины предварительно изгибается и затем пластины свариваются между собой с помощью лазерной сварки. При сгибании материала пластины в нём, на наш взгляд, несомненно возникают некоторые напряжения в структуре металла, а также микротрещины. В дальнейшем, в процессе лазерной сварки пластин в пакет зона изгиба подвергается воздействиям высоких температур, - из трещин происходит испарение легирующих элементов ввиду более широкого рабочего диаметра (рабочей дуги) сварки и более длительного времени воздействия по сравнению с плазменной сваркой, что, естественно, приводит к снижению коррозионной устойчивости материала в местах изгиба и возникновению микротрещин.

Впоследствии, во время эксплуатации аппарата происходит следующее. В силу конструктивных особенностей данного аппарата сварной шов и примыкающие к нему участки материала пластин расположены в плоскости, перпендикулярной направлению движения потока сред, участвующих в процессе теплообмена. То есть степень физического воздействия рабочей среды - жидкости или газа - на наш взгляд максимальна в области непосредственно сварного шва и в прилегающей к нему области пластины. А эти области уже ослаблены, подвергшись сначала механическому воздействию, в результате чего появились микротрещины, а затем воздействию высочайших температур при лазерной сварке, в результате чего легирующие элементы частично испарились.

Конструкция соединения пластин в пластинчатом теплообменном аппарате производства компании Vitherm выглядит следующим образом:

Как видно из рисунка, участок поверхности пластины, находящийся в зоне сварного шва не подвергался механическому изгибающему воздействию до сварки, а также расположен параллельно движению потока рабочих сред. То есть в данном случае микродефекты поверхности материала пластины отсутствуют и снижена степень динамического воздействия потока среды на сам сварной шов и на материал пластины в зоне сварного шва. Это, на наш взгляд, ведёт к повышению стойкости материала пакета пластин в зоне сварного шва, а также и самого сварного соединения.
В теплообменных аппаратах WeldPack® производства Vitherm пластины свариваются в пакет с помощью микроплазменной роботизированной сварки. Поверхность сварного шва при таком способе сварки меньше, чем при лазерной сварке. А глубина сварного соединения пластин достигает 3 мм (см. рисунок ниже), что делает само соединение гораздо устойчивее к различного вида разрушающим воздействиям в отличие от других способов соединения пластин в пакете и видов сварки.

Теплообменные аппараты WeldPack производства Vitherm изготавливаются из различных материалов. Наиболее широко применимы сталь 316L, 254SMO, 276 Hastelloy. Материал пакета пластин подбирается в зависимости от степени коррозионной агрессивности среды и от располагаемых примесей.
Таким образом, используя теплообменные аппараты WeldPack производства Vitherm эксплуатирующая организация, благодаря указанным выше особенностям их конструкции и внедренным инновациям, может рассчитывать на более длительный срок безаварийной работы, в отличие от других марок оборудования, в которых подобных усовершенствований и инноваций нет.